3-12kW
12-40kW
6-40kW
1.5-20kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
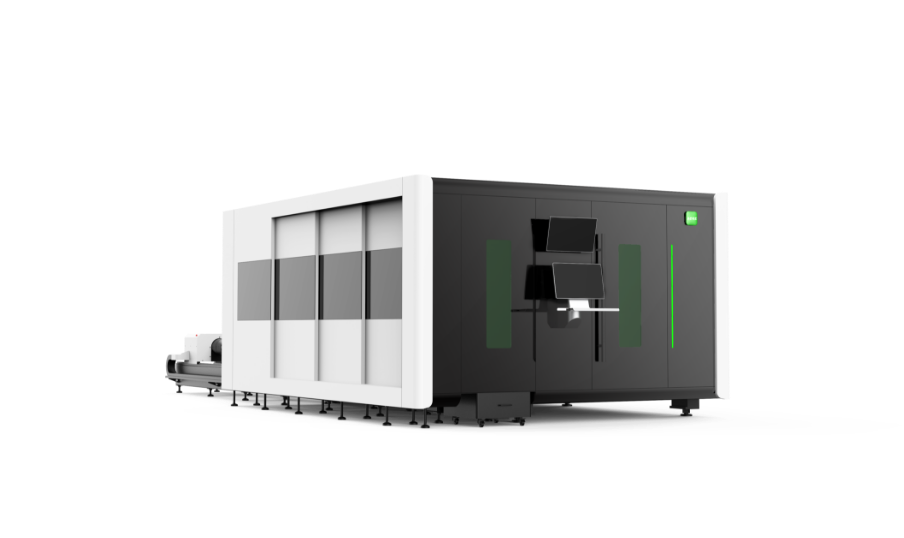
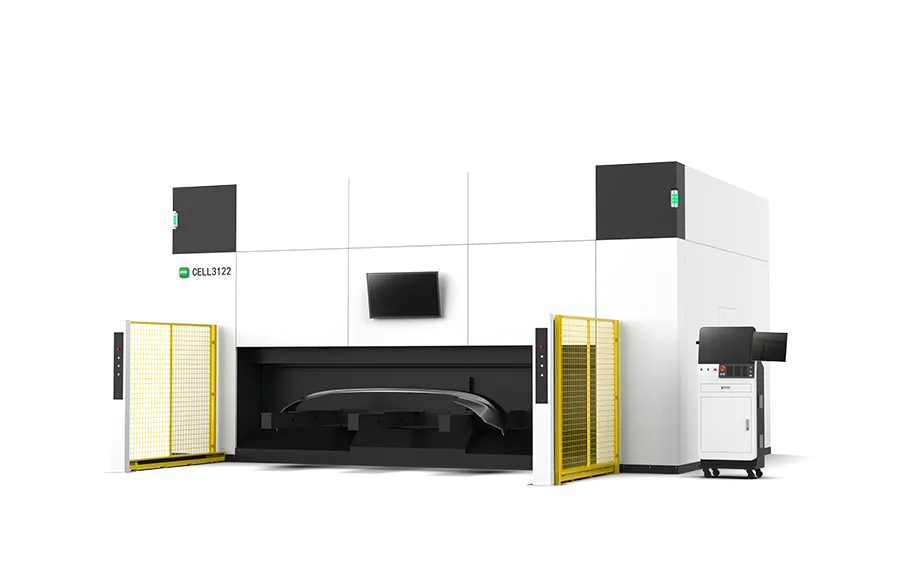
Machine de découpe laser à grande vitesse pour feuilles entièrement protectrices
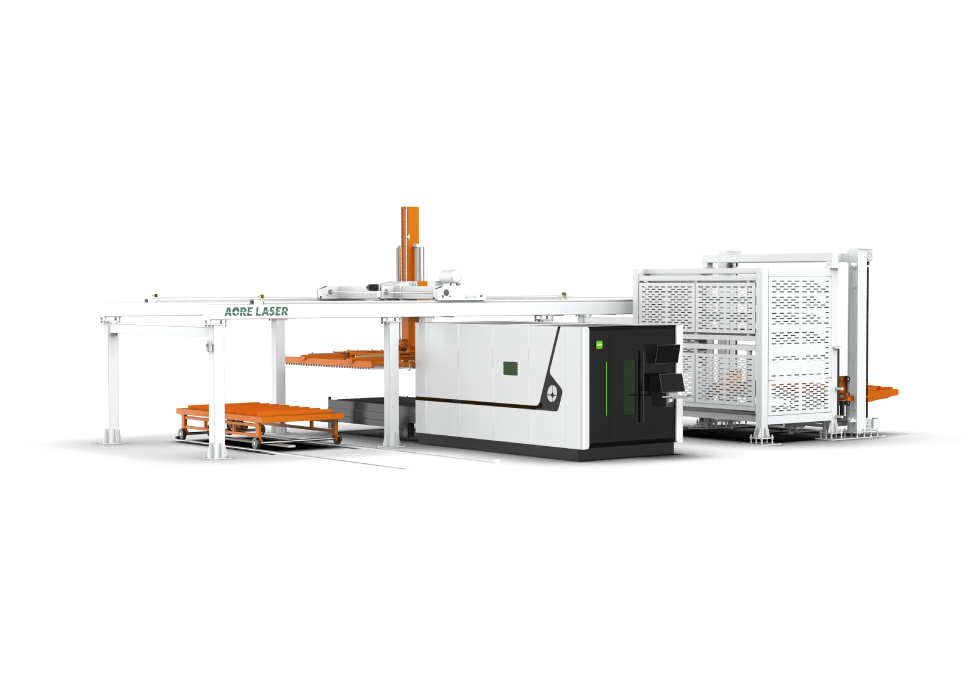
Machine de découpe laser à fibre tout-en-un
Machine de découpe laser à fibre à grande vitesse pour tôles
Machine de découpe laser à plate-forme unique
Machine de découpe laser de tôles à haute puissance
Machine de découpe laser à fibre entièrement protectrice
Machine de découpe laser de tôle de précision
Machine de découpe laser à fibre pour tôles de rails au sol
6-12KW
6-20kW
Machine de découpe laser haute vitesse pour tubes avec chanfreinage 3D
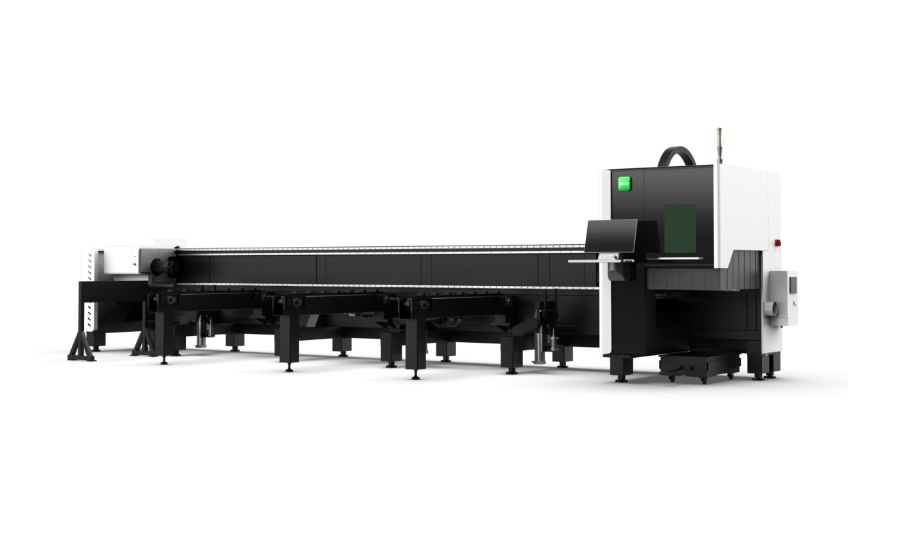
Machine de découpe laser de tubes à grande vitesse
Machine de découpe laser à fibre pour tubes efficace
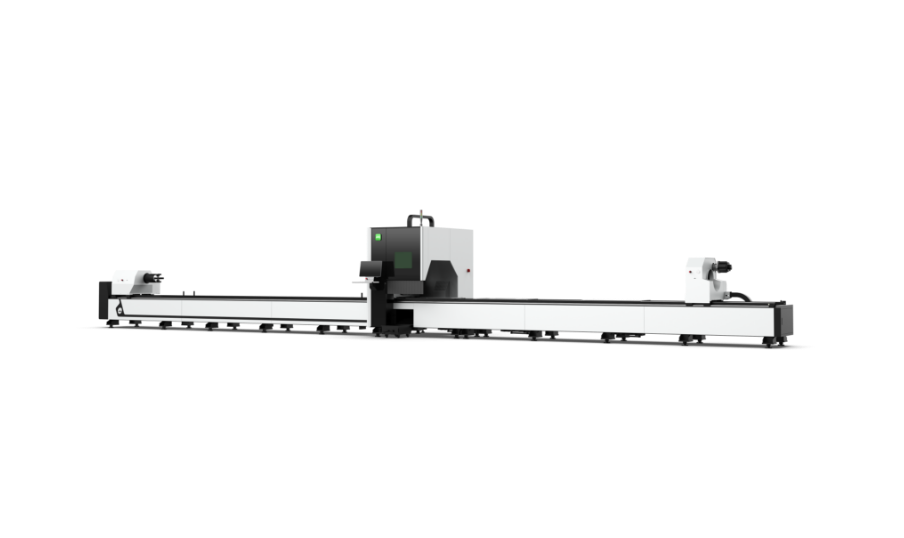
Machine de découpe laser de tubes robuste à trois mandrins
Machine de découpe laser à fibre pour tubes à trois mandrins
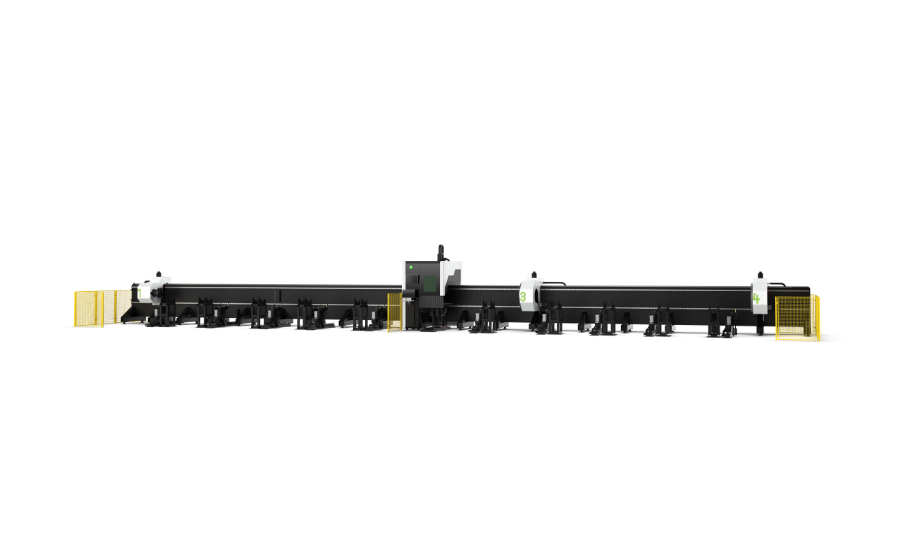
Machine de découpe laser à fibre pour tubes à quatre mandrins robuste
Machine de découpe laser à fibre pour tubes à grande vitesse
Machine de découpe laser à fibre à double plate-forme pour tôles et tubes
Machine de découpe laser à fibre efficace pour tôles et tubes
Machine de découpe laser à fibre 3D à cinq axes
1.5-6kW
Système automatisé de chargement et de déchargement de profilés
Chargeur/déchargeur de tôlerie
Dispositif de chargement automatique de tôle
Chargeur automatique de tôles en porte-à-faux
Dispositif de chargement de tôle en porte-à-faux
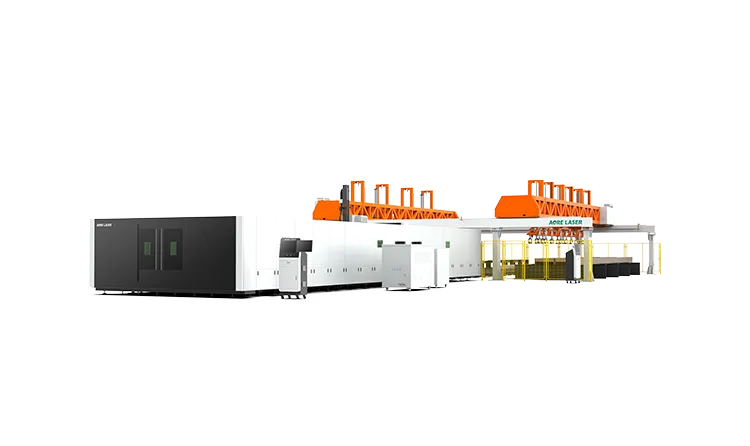
Ligne de production de tôle intelligente
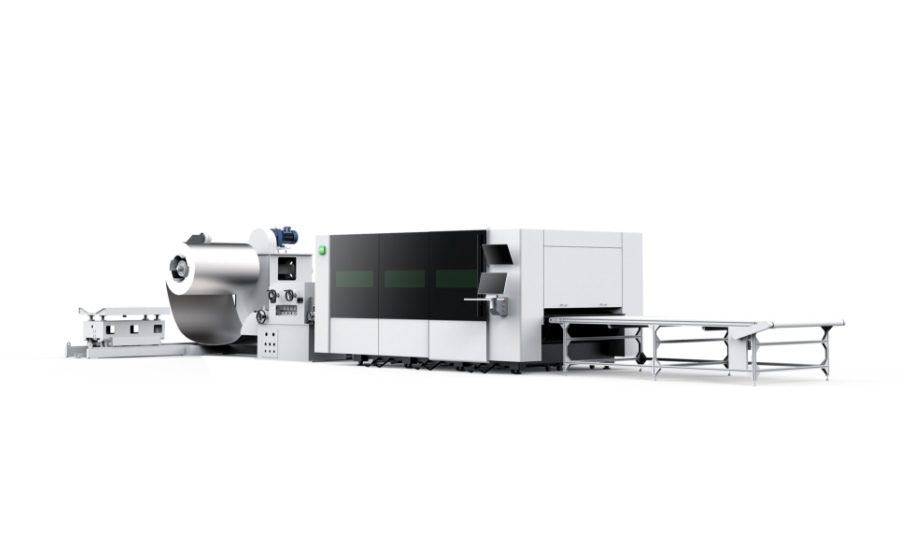
Ligne de production de découpe laser de bobines
Poste de soudage intelligent
Presse plieuse servo-hydraulique électro-hydraulique
3kW
Machine de soudage laser portable refroidie par eau
Machine de nettoyage laser portable refroidie à l'eau
* Nom
* E-mail
* Téléphone ou WhatsApp
* Pays
* La ville
Unités
* Matériau de coupe
* Message
De nombreux ateliers de fabrication de tôles rencontrent des problèmes tels que des bavures excessives, des bords rugueux, d'importantes déformations thermiques et une faible vitesse de coupe lors de la découpe de l'acier inoxydable. Ces problèmes augmentent non seulement le coût des opérations de rectification ultérieures, mais ont également un impact sur la qualité des produits et les délais de livraison.
Si vous souhaitez résoudre ces problèmes, lisez cet article de blog. Vous y apprendrez comment réaliser des découpes d'acier inoxydable de haute qualité grâce à une machine de découpe laser à fibre .
Comparativement à la découpe de l'acier au carbone, les machines de découpe laser rencontrent des difficultés nettement plus importantes lors de la découpe de l'acier inoxydable, principalement en raison des caractéristiques suivantes :
Haute réflectivité : comparé à l’acier au carbone ordinaire, l’acier inoxydable a un taux d’absorption d’énergie laser plus faible et exige une plus grande stabilité des paramètres de processus.
Conductivité thermique élevée : L’acier inoxydable a une conductivité thermique inférieure à celle de l’acier au carbone, la chaleur a donc tendance à s’accumuler plus facilement dans la zone de coupe.
Point de fusion et viscosité élevés : L’acier inoxydable a un point de fusion d’environ 1 400 à 1 500 °C et sa viscosité est élevée à l’état fondu. Par conséquent, une densité d’énergie laser plus élevée est nécessaire pour fondre complètement le matériau et éliminer les scories.
Influence des éléments d'alliage : L'acier inoxydable contient des éléments d'alliage tels que le chrome, le nickel et le molybdène. À haute température, ces éléments forment des oxydes réfractaires, ce qui accroît la difficulté de coupe et peut entraîner une diminution de la qualité du tranchant.
La puissance de la machine de découpe laser CNC est le facteur déterminant de la capacité et de l'efficacité de découpe de l'acier inoxydable. Une puissance insuffisante entraîne une pénétration incomplète, une vitesse de coupe lente et une augmentation des bavures ; à l'inverse, une puissance excessive provoque des traits de coupe trop larges, une ablation des bords et une déformation du matériau.
La vitesse de coupe est étroitement liée à la puissance du laser ; les deux doivent être parfaitement adaptées pour obtenir des résultats de coupe optimaux.
Trop rapide : cela peut entraîner une coupe incomplète et une élimination incomplète des scories, ce qui provoque des bavures sur la surface inférieure.
Trop lent : cela peut entraîner une fusion excessive du matériau, des bords rugueux, une zone affectée thermiquement élargie, voire une perforation.
Le gaz d'assistance joue un rôle crucial dans la découpe de l'acier inoxydable ; il permet non seulement d'évacuer les scories, mais aussi de protéger les arêtes de coupe de l'oxydation. L'azote et l'oxygène sont couramment utilisés comme gaz d'assistance pour la découpe de l'acier inoxydable, et leurs performances de coupe ainsi que leurs applications respectives présentent des différences significatives.
Chacune présente ses propres avantages et inconvénients et convient à différents scénarios :
Pour la plupart des applications sur acier inoxydable, notamment celles exigeant un état de surface et une soudabilité élevés, la découpe à l'azote est la méthode privilégiée. La découpe à l'oxygène ne devrait être envisagée que pour améliorer l'efficacité lors de la découpe de tôles de plus de 12 mm d'épaisseur, lorsque la qualité des bords n'est pas un critère essentiel.
La position du foyer laser influe directement sur la répartition de la densité d'énergie sur la surface de coupe et constitue l'un des paramètres clés déterminant la qualité de la coupe.
Lors de la découpe de tôles minces en acier inoxydable, l'attention se porte généralement sur la surface du matériau ou légèrement au-dessus de celle-ci afin d'obtenir une saignée étroite et une surface de coupe lisse.
Lors de la découpe de plaques épaisses, l'attention se porte souvent sur l'intérieur du matériau afin d'augmenter la largeur de la zone fondue et d'améliorer les conditions d'évacuation du matériau en fusion.
La buse est le consommable le plus souvent négligé, mais pourtant essentiel, en découpe laser. Le diamètre de son orifice, sa géométrie et sa concentricité influent directement sur la stabilité du jet de gaz et l'efficacité de l'évacuation du matériau fondu.
La buse doit être maintenue propre et sa concentricité vérifiée régulièrement. Une buse endommagée ou déformée peut engendrer un flux de gaz turbulent, affectant gravement la qualité de coupe, et doit être remplacée sans délai.
La qualité du matériau en acier inoxydable lui-même influe également sur les résultats de coupe :
L’oxydation, les taches d’huile et les rayures sur la surface du matériau réduisent l’absorption du laser, ce qui entraîne une découpe instable.
L'acier inoxydable provenant de différents fabricants ou lots peut varier en composition et en état de surface, ce qui nécessite des ajustements appropriés des paramètres de coupe.
Une mauvaise planéité du matériau peut entraîner des décalages du point focal, affectant la régularité de la coupe.
L'usinage sans bavures est un objectif fondamental du traitement de l'acier inoxydable ; il élimine le besoin d'opérations de rectification ultérieures et améliore considérablement la productivité. Pour y parvenir, il est nécessaire d'optimiser en profondeur les aspects suivants :
Tout d'abord, choisissez la buse adaptée à l'épaisseur de l'acier inoxydable. Lors de la découpe de l'acier inoxydable à l'azote, utilisez impérativement une buse monocouche. Enfin, avant la découpe laser, vérifiez l'état de la buse et sa circularité.
La découpe à l'azote produit des bords brillants, exempts d'oxydation et de bavures. La pureté de l'azote doit être d'au moins 99,99 % et la pression doit être adaptée à l'épaisseur de la tôle.
Les bavures sont souvent dues à un déséquilibre entre la puissance et la vitesse.
Principe d'optimisation : augmenter la vitesse de coupe en cas d'accumulation de scories au fond et la réduire lorsque la coupe est insuffisante. Les réglages des paramètres doivent être effectués progressivement.
Pour l'acier inoxydable d'épaisseurs variables, le point focal optimal doit être déterminé par des essais. En général, plus la tôle est épaisse, plus le point focal doit être abaissé.
Pour en savoir plus sur les aspects techniques de la découpe laser de l'acier inoxydable ou pour choisir la machine la mieux adaptée à vos besoins, contactez sans plus attendre l'équipe d'experts d'AORE Laser. Nous vous proposons des tests de procédé gratuits et des solutions personnalisées pour optimiser votre production d'acier inoxydable et améliorer votre efficacité.
Q1 : Quel est le meilleur gaz à utiliser pour couper l'acier inoxydable ?
A1 : Pour la plupart des applications, l’azote est le meilleur choix pour la découpe de l’acier inoxydable. Il produit des bords de coupe brillants et exempts d’oxydation, soudables immédiatement sans post-traitement. L’oxygène ne devrait être envisagé que pour augmenter la vitesse de coupe lors de la découpe de plaques de plus de 12 mm d’épaisseur et lorsque l’aspect esthétique n’est pas un critère primordial.
Q2 : Pourquoi mon acier inoxydable présente-t-il toujours des bavures après la coupe ?
A2 : Les bavures constituent le problème le plus fréquent lors de la découpe de l’acier inoxydable. Les principales causes sont : une puissance laser insuffisante, une vitesse de coupe excessive, une pression de gaz trop faible, un point focal trop haut ou une buse endommagée. Vous pouvez procéder au dépannage et ajuster les paramètres un par un, dans cet ordre.
Q3 : Un laser CO2 peut-il découper de l'acier inoxydable ?
A3 : Oui, un laser CO2 peut couper de l'acier inoxydable, mais seulement si la machine est un système industriel de haute puissance équipé d'un gaz d'assistance à haute pression.
Q4 : Quelle est la précision de la découpe laser ?
A4 : Les tolérances sont généralement de ±0,15 mm, en fonction du matériau et de l'épaisseur.
AORE Laser brille à la 139e Foire de Canton grâce à sa technologie laser avancée
Aore Laser a un impact stratégique à l'EXPO 2025 Sri Lanka
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.