3-12kW
12-40kW
6-40kW
1.5-20kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
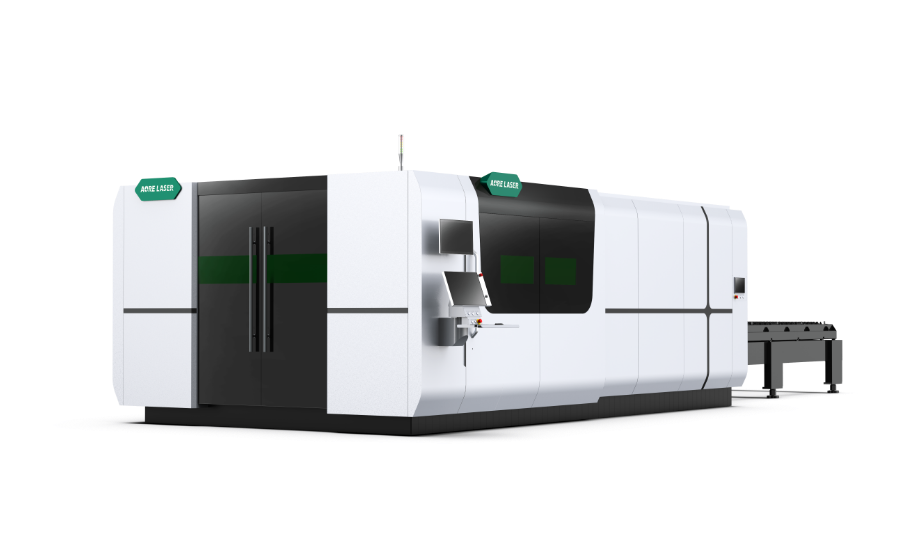
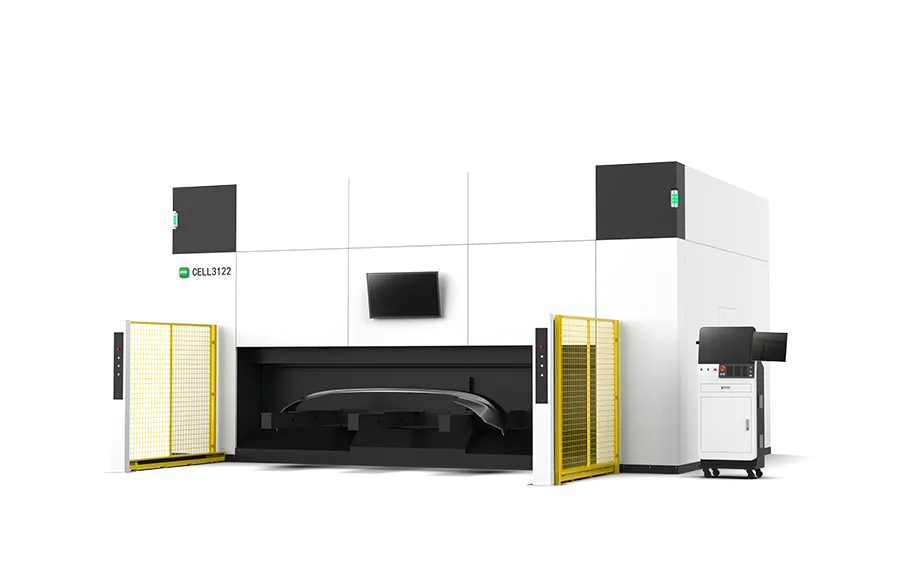
Machine de découpe laser à grande vitesse pour feuilles entièrement protectrices
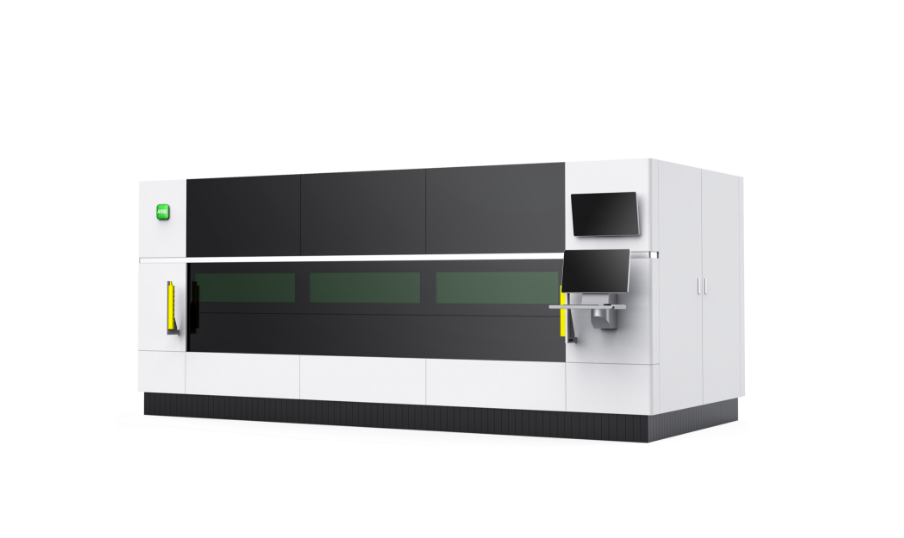
Machine de découpe laser à fibre tout-en-un
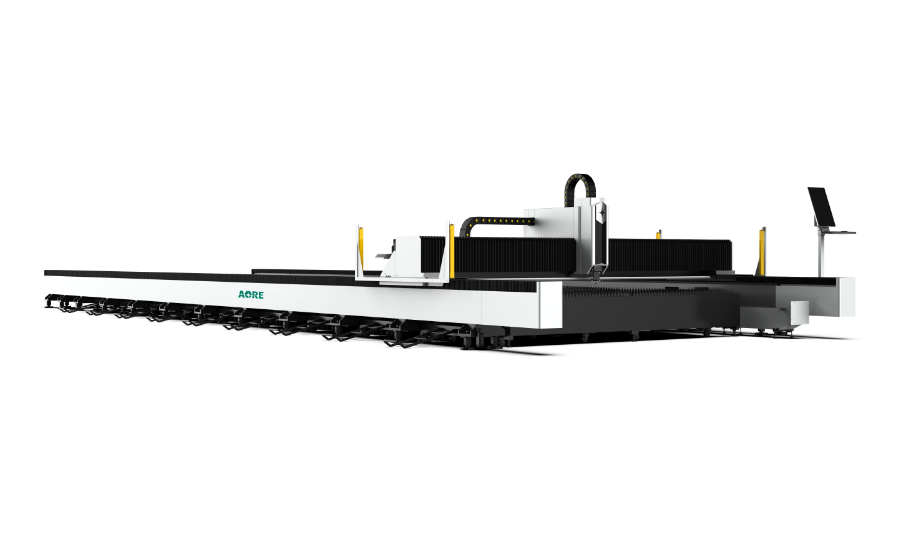
Machine de découpe laser à fibre à grande vitesse pour tôles
Machine de découpe laser à plate-forme unique
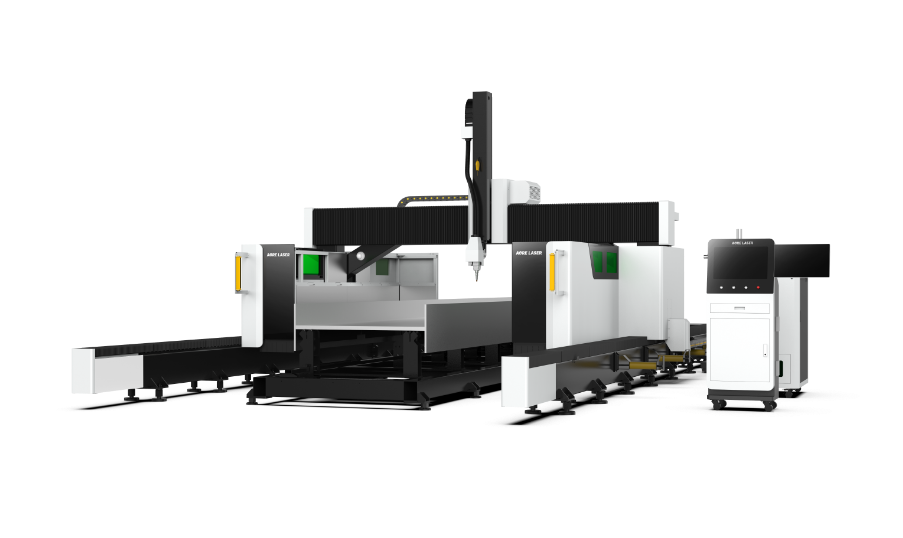
Machine de découpe laser de tôles à haute puissance
Machine de découpe laser à fibre entièrement protectrice
Machine de découpe laser de tôle de précision
Machine de découpe laser à fibre pour tôles de rails au sol
6-12KW
6-20kW
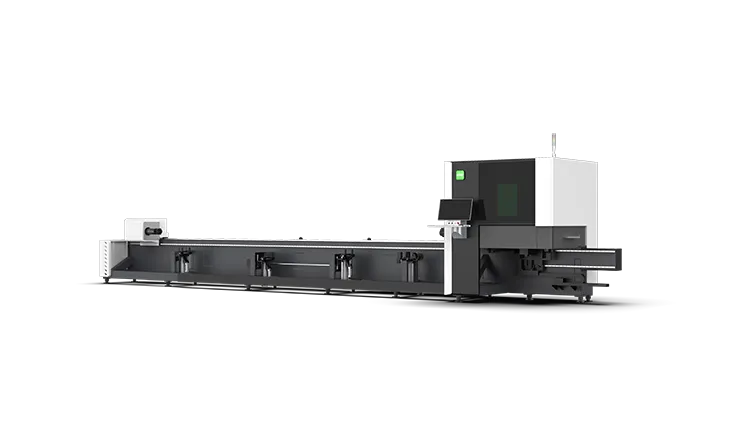
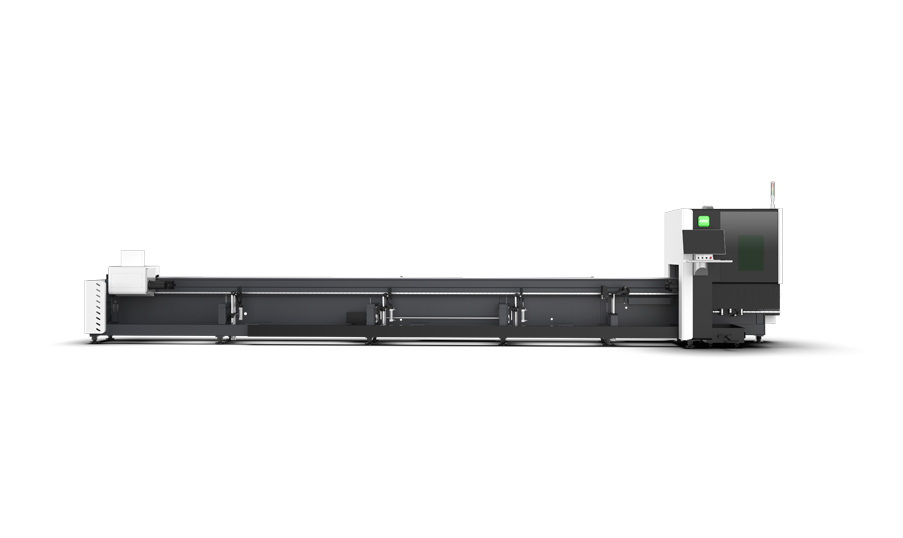
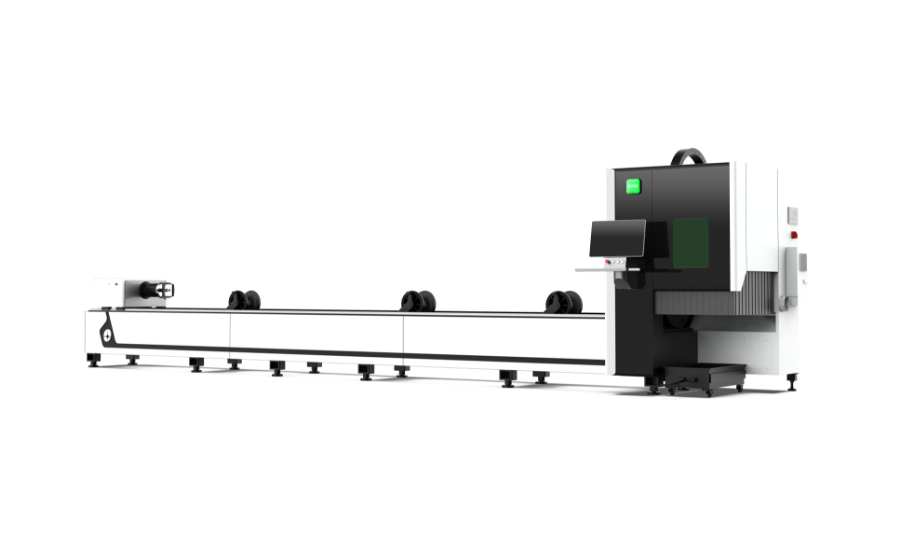
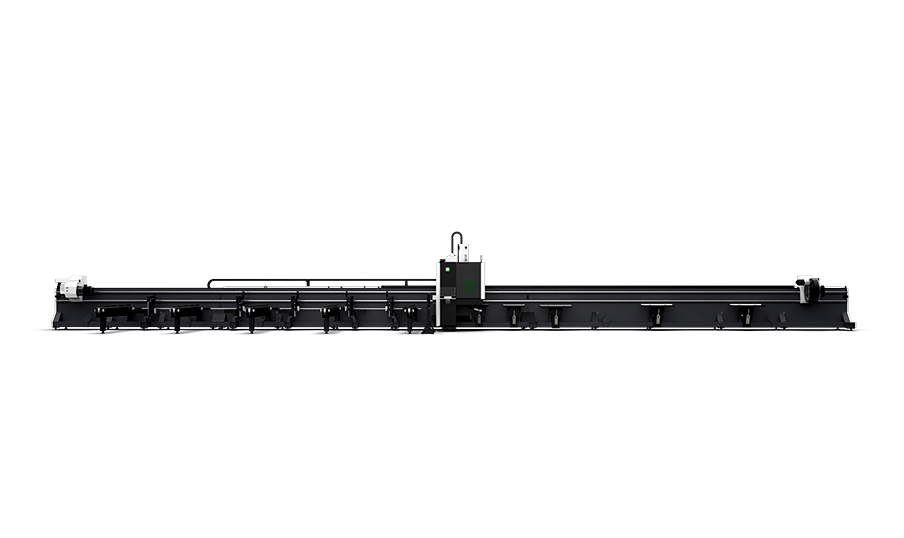
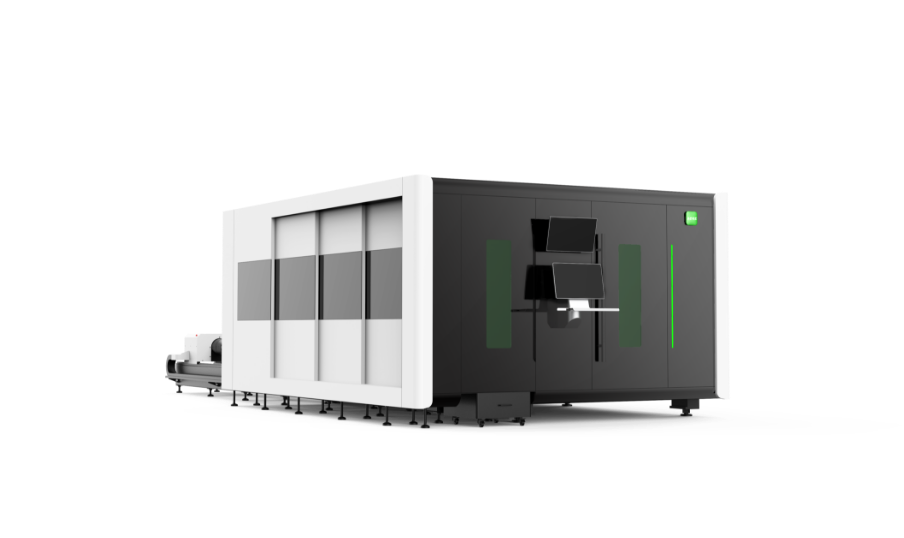
Machine de découpe laser haute vitesse pour tubes avec chanfreinage 3D
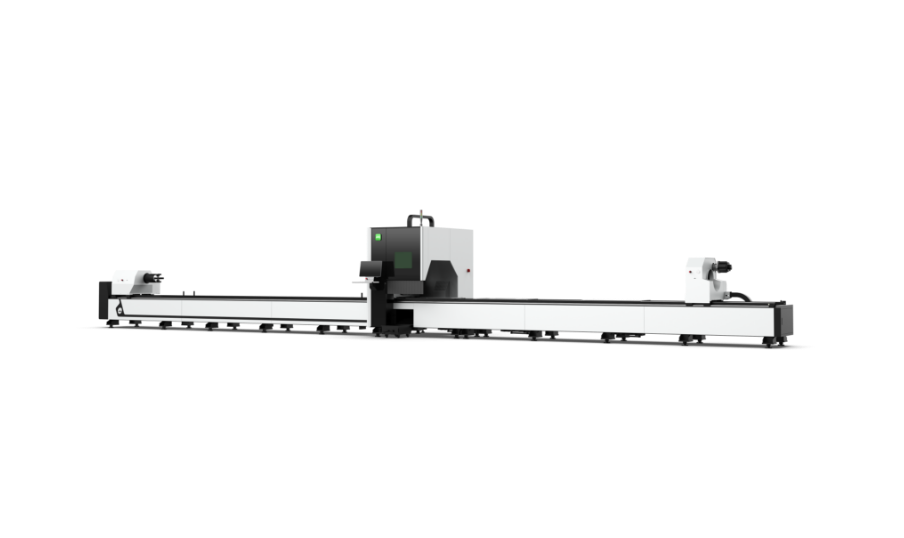
Machine de découpe laser de tubes à grande vitesse
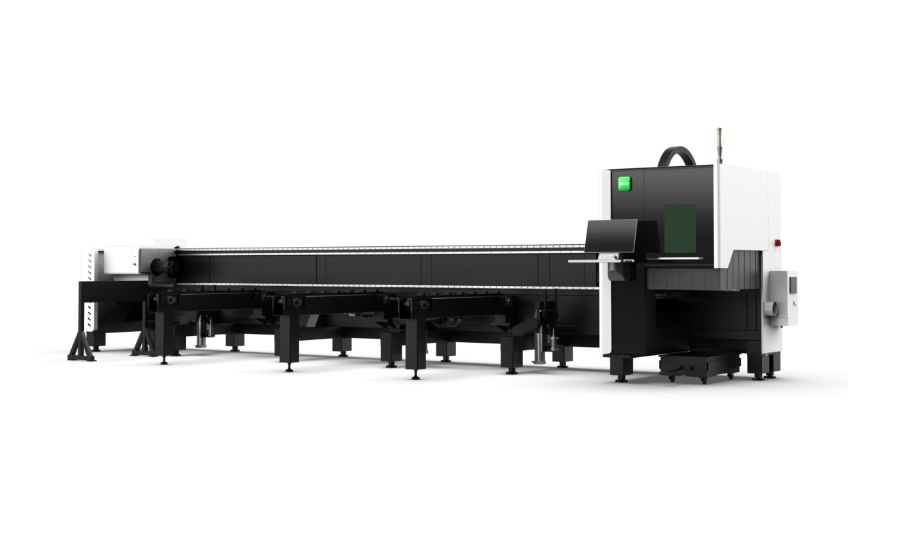
Machine de découpe laser à fibre pour tubes efficace
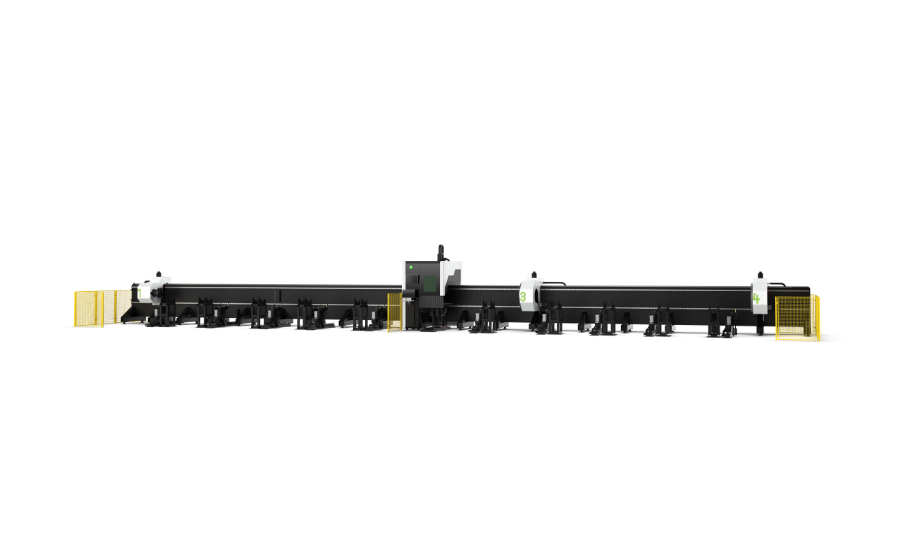
Machine de découpe laser de tubes robuste à trois mandrins
Machine de découpe laser à fibre pour tubes à trois mandrins
Machine de découpe laser à fibre pour tubes à quatre mandrins robuste
Machine de découpe laser à fibre pour tubes à grande vitesse
Machine de découpe laser à fibre à double plate-forme pour tôles et tubes
Machine de découpe laser à fibre efficace pour tôles et tubes
Machine de découpe laser à fibre 3D à cinq axes
1.5-6kW
Système automatisé de chargement et de déchargement de profilés
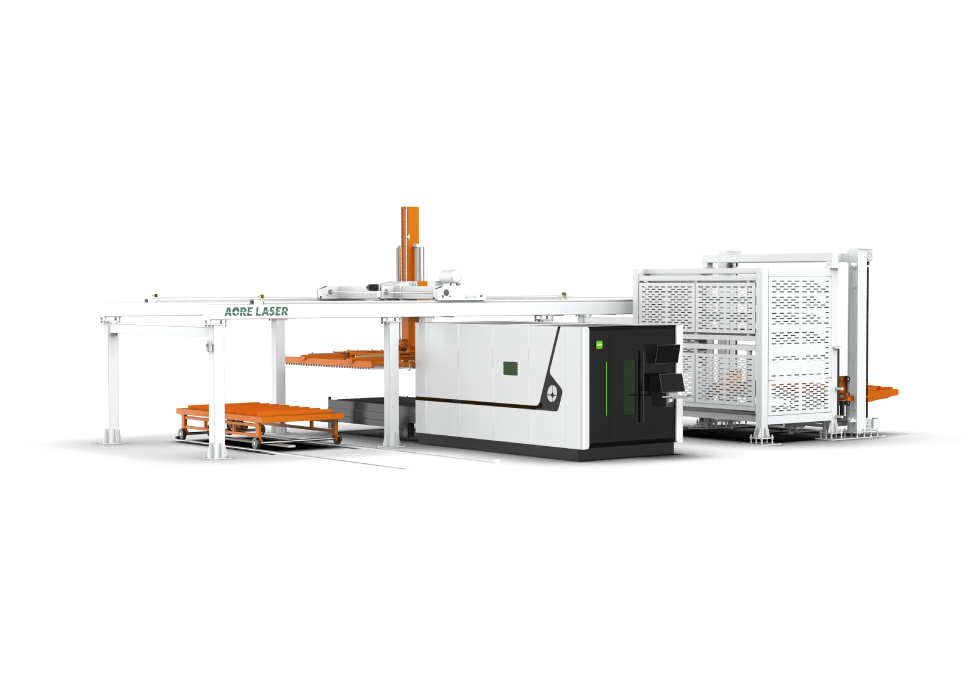
Chargeur/déchargeur de tôlerie
Dispositif de chargement automatique de tôle
Chargeur automatique de tôles en porte-à-faux
Dispositif de chargement de tôle en porte-à-faux
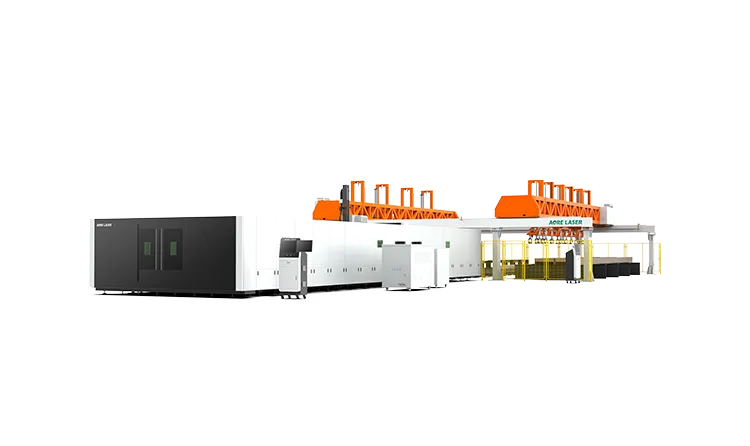
Ligne de production de tôle intelligente
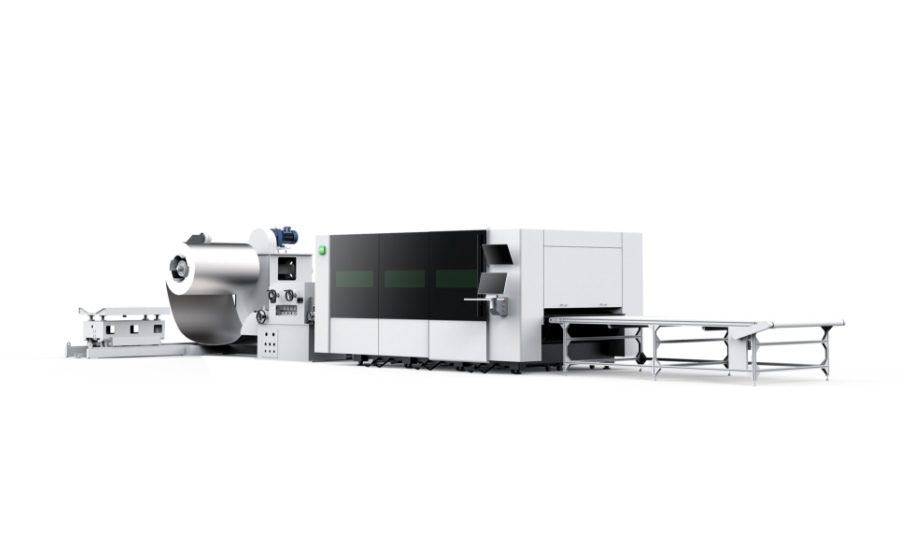
Ligne de production de découpe laser de bobines
Poste de soudage intelligent
3kW
Machine de soudage laser portable refroidie par eau
Machine de nettoyage laser portable refroidie à l'eau
* Nom
* E-mail
* Téléphone ou WhatsApp
* Pays
* La ville
Unités
* Matériau de coupe
* Message
Description du problème
De nombreux utilisateurs signalent qu'après une utilisation prolongée, leur machine de découpe laser produit des trous ronds imparfaits (par exemple, 30 mm de diamètre). Au lieu de cercles nets, les découpes apparaissent ovales ou polygonales, ce qui affecte considérablement la précision des pièces.
Causes profondes des trous non ronds sur les machines de découpe laser
1. Paramètres de mouvement incorrects
Une accélération/des à-coups excessifs provoquent des contraintes mécaniques sur les engrenages.
Un régime de ralenti élevé (> 40 mm/min) aggrave l'usure au fil du temps.
Le lissage des angles (filtre passe-bas), réglé trop haut (> 4 Hz), déforme les trajectoires circulaires.
2. Usure mécanique des systèmes d'entraînement
Un jeu entre les engrenages et les crémaillères se développe suite à une utilisation prolongée.
Les réducteurs usés perdent en précision de positionnement.
Jeu d'engrènement incorrect (devrait être de 0,06 mm pour les axes X/Y).
3. Composants de mouvement défectueux
Les réducteurs gravement endommagés ne peuvent maintenir leur précision, même après réglage.
Solutions éprouvées Pour restaurer la précision de la coupe ronde
✔ Optimisation des paramètres pour les machines de découpe laser
Remarque : Consultez le manuel de votre machine de découpe laser pour connaître les paramètres spécifiques à votre modèle (par exemple, les valeurs par défaut de la série FM).
✔ Procédure de maintenance des engrenages/crémaillères
Vérifiez le jeu à l'aide d'un fil à souder de 0,5 mm.
Réglez le jeu d'engrènement à 0,06 mm (entraînement simple axe X) / 0,06 mm x 2 (entraînement double axe Y).
Resserrez tous les supports avec une clé dynamométrique.
✔ Quand remplacer les composants ?
Si les trous restent déformés après :
Réglages des paramètres ET
Réétalonnage mécanique → Remplacez le réducteur.
Le laser AORE brille au BI-MU 2024 en Italie
Aore Laser présente sa puissance de pointe au salon allemand de la métallurgie
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.